
一、项目简介
NOX专家优化控制系统,面向对象为脱硝系统,目的是依据现场工况变化,建立NOX动态模型,实时改变氨水给定策略,在满足环保要求的前提下降低NOX波动范围,并进一步降低氨水用量,达到精细化操作、减少人工、降低脱硝成本的目的。
二、项目指标
(1)在满足环保要求的前提下,降低NOX波动范围50%及以上。
(2)在满足环保要求的前提下,降低氨水用量(每天节省氨水用量约20%。)
(3)现场设备无故障前提下,脱硝系统实现无人值守。
三、控制原理
NOX专家优化控制系统涉及参数有生料下料量、分解炉温度、头尾煤用量、烟室温度、一次风风量、二次风温、NOX浓度、氧含量等,集成模糊控制、预测控制、专家控制等算法,建立与NOX相关性数据模型,得出实时最佳氨水给定方式。
NOX专家优化控制系统控制原理如图1所示:
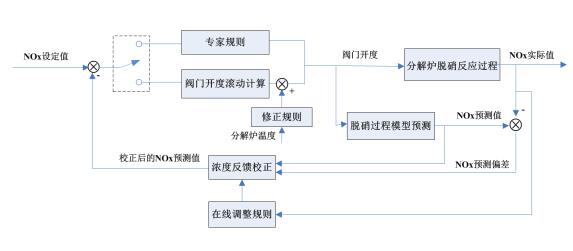
图1 控制原理示意。
该系统通过OPC接口与脱硝系统实现数据交互,达到NOX满足环保要求、波动范围更小、降低每天氨水用量的目的。
NOX专家优化控制系统基于高级算法与数据统计的原理,属于软件控制范畴,现场不需改动硬件设备,且不会对生产造成任何损害,脱硝系统只需观察现场设备是否运行正常即可。
四、效果示例
示例1:
下面以某公司5000T/D水泥生产线为例,以示意NOX专家控制系统使用效果。该公司实际每天生产熟料5800吨左右,NOX数据要求不超380 mg/m3,每天氨水用量约13吨,折合吨熟料使用2.18kg氨水。 ³
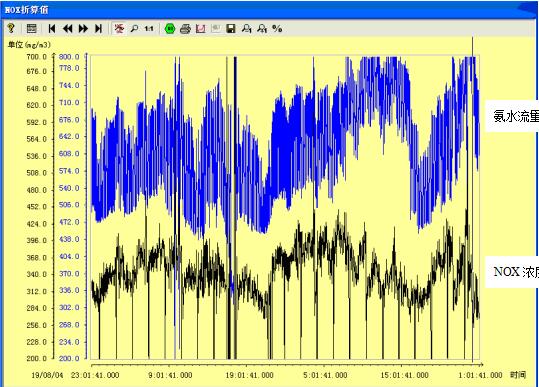
图2 NOX原波动曲线。
图2为脱硝系统原控制NOX波动曲线,黑色曲线为NOX波动,蓝色曲线为氨水反馈,由图可看出原模式NOX波动范围约为【284,424】,波幅约为140mg/m3;氨水反馈波动范围约为【472,800】,波幅均值约为620kg/h。
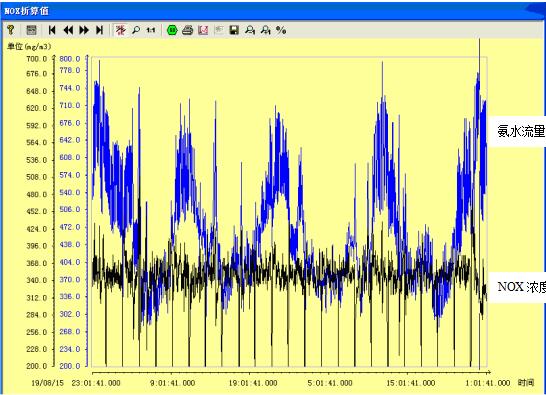
图3 NOX专家优化控制波动曲线。
图3为脱硝系统优化控制后NOX波动曲线,黑色曲线为NOX波动,蓝色曲线为氨水反馈,由图可看出NOX波动范围约为【320,370】,波幅约为50mg/m3;氨水反馈波动范围约为【302,744】,波幅均值约为480kg/h。
由图2、图3对比可以看出优化控制后NOX波动幅度更小,波幅减小约(140-50)/140=64%;且氨水用量均值更小,氨水用量减小约620-480=140kg/h,氨水用量减少约23%,折合每天节省氨水用量140*24/1000=3.4吨。
示例2:
下面以某公司2500T/D水泥生产线为例,再次示意NOX专家控制系统使用效果。该公司2500T/D生产线,实际每天生产约2800吨熟料,NOX浓度在氧含量大于12%时不超200mg/m3,氧含量为10%-12%时不超260 mg/m3。以下为运行效果示意:
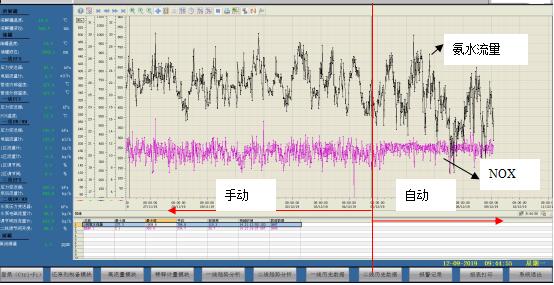
图4 NOX及氨水用量对比曲线。
图4为脱硝系统NOX及氨水用量对比曲线,黑色曲线为氨水实时流量,粉色曲线为NOX反馈,由图可看出NOX浓度波动范围减小约为60%,氨水流量随着自动模式不断优化而持续降低直至找到合适用量。
手动运行时平均吨熟料氨水用量约为4.40kg,自动运行时约为3.70 kg。折合吨熟料氨水用量减少0.7kg,以每天生产2800吨熟料计算,每天节省氨水用量约为1.9吨。
五、预期收益
5000吨生产线,每年窑运转时间按200天,每天节省氨水3.4吨,吨氨水价格800元,在满足环保要求、节约人工的前提年可节省氨水3.4*200*800/10000=54.4万元;2500吨生产线,年可借省氨水
1.9*200*800/10000=30.4万元。